
Med fordelene med lave kostnader, høy effektivitet og bred anvendelse, er laserbehandlingsteknologi den mest avanserte produksjonsteknologien i moderne tid, og representerer utviklingstrenden til fremtidens produksjonsindustri.
Anvendelsen av titusenvis watt laserbehandlingsteknologi utvider og oppgraderer applikasjonsfeltene ytterligere.Med den gradvise modenhet av teknologien, har titusenvis av watt laser blitt anerkjent av markedet.I tillegg trenger den nasjonale industrielle oppgraderingen raskt avansert teknologi for å erstatte den tradisjonelle prosessen.titusenvis av watt laser er en stigende trend, og fremtiden har kommet!

I følge forbruksanalysen til Kinas stålindustri er de viktigste bruksnæringene for stål for tiden konstruksjon, maskiner, biler og energi, etterfulgt av skipsbygging og elektriske husholdningsapparater, de fleste av disse industriene bruker mellomstore og tunge plater.Plasmaskjæring, flammeskjæring, vannskjæring, trådskjæring, etc., brukes i tradisjonell medium og tykk platebehandling.Imidlertid er det noen problemer, for eksempel plasma kan ikke kutte små hull, dårlig dimensjonsnøyaktighet, stor termisk innvirkning, kan ikke kutte små deler, brede spalter og avfallsmaterialer;flammeskjæring kan bare kutte karbonstål, ikke ikke-jernholdige metaller, og skjærehastigheten er langsom;vannskjæringen forurenser vannkvaliteten;trådskjæringshastigheten er lav, og forbruksmateriellet er stort;stansetapet er stort, og verktøykostnadene er høye.
Tradisjonelle behandlingsmetoder
Tilfelle 1: Gear
Applikasjonsindustri: anleggsmaskiner, jernbanetransport, automasjonsutstyr etc.

Titusen-tusen watt laserutstyr har unike fordeler ved skjæring av tykke plater, og dets evne til å behandle høypresisjonsdeler er også ekstremt sterk.For det samme girarbeidsstykket (som vist i følgende figur for eksempel), vil den høye temperaturen som genereres under plasmaskjæring passivere den skarpe vinkelen til giret, og skjærende endeflate er grov og ikke jevn med lav presisjon, derfor en fresing maskinen er nødvendig for å fullføre det runde vinkelgiret til et skarpt vinkelgir for andre gang.Den skarpe vinkelen kan kuttes ut på en gang ved å bruke titusen-tusen watt laserskjæring, og seksjonen er jevn, som kan oppfylle kravene til romfart, elektrisk kraftutstyr, petroleumsutstyr og bilproduksjon og andre industrier med høye presisjonskrav.
Prøve: 500 mm diameter gir, 12 mm tykkelse, karbonstål, R1 mm skarp vinkel, 42 skarpe vinkler;
| Behandlingsmetode | Tradisjonell foredling | 12KW laser | 20kW laser |
| Nødvendig utstyr | 300A plasmaskjæreutstyr, avgradingsmaskin, fresemaskin | Titusen tusen watt laserutstyr | Titusen tusen watt laserutstyr |
| Antall personell som kreves | 2 personer | 1 person | 1 person |
| Nødvendig bearbeidingsposisjon | 3 slag | 1 | 1 |
| Er sekundær behandling nødvendig | Andre sliping, etterbehandling | Direkte forming | Direkte forming |
| Kuttehastighet | 3,9 m/min 3,9 m/min | 5,5m/min 5,5m/min | 8,5m/min 8,5m/min |
| Behandlingstid | 227min5s (plasmaskjæring: 2min6s + sliping: 38S + fresehjørne: 2min21s + stasjonsoverføring og demontering: 22min) | 1min30s 1min30s | 58s 58s |
| Behandlingskostnad | 8,47 yuan (plasma + avgradingsmaskin + fresemaskin + 2 arbeidstimer, enhetspris: 1,03 yuan / m, konturlengde: 8,22 m) | 1,62 yuan (enhetspris: 0,197 yuan / m, konturlengde: 8,22 m) | 1,37 yuan (enhetspris: 0,167 yuan / m, konturlengde: 8,22 m) |
Sak 2: gardinvegg i aluminium, vindudekor i aluminium
Applikasjonsindustri: konstruksjon og gardinveggindustri

For kompleks grafikk kan den tradisjonelle prosesseringsmetoden ikke fullføres på en gang, noe som krever kombinasjonen av flere utstyr og teknologi, og resultatet er ofte utilfredsstillende.Den fleksible laserteknologien kan imidlertid behandle hvilken som helst grafikk med ett utstyr, og hastigheten og effekten er utenfor de tradisjonelle behandlingsmetodene.Ved å ta figuren av tykk platemetallgardinvegg som et eksempel (arbeidsstykket i følgende figur som eksempel), krever den tradisjonelle behandlingsmetoden for aluminiumsgardinvegg og vindusdekor med 10-25 mm platetykkelse kombinasjonen av graveringsmaskin og trådskjæring .Graveringsmaskinen kan ikke lage skarpe hjørner, og kostnadene for trådskjæring er høye, effektiviteten er ekstremt lav, og størrelsen er begrenset.Hvis det brukes titusen-tusen watt laserbehandling, kan ett utstyr fullføres på en gang, med høy hastighet, lav pris, god overflatefinish, og kan også behandle ulike store komplekse mønstre.
Eksempel: vindusdekor med aluminiumslegering, 12 mm tykk, uregelmessig tegning
| Behandlingsmodus | Tradisjonell foredling | 12KW laser | 20kW laser |
| Nødvendig utstyr | Graveringsmaskin + trådkappemaskin | Titusen tusen watt laserutstyr | Titusen tusen watt laserutstyr |
| Antall personell som kreves | 2 person | 1 person | 1 person |
| Nødvendig bearbeidingsposisjon | 2 slag | 1 | 1 |
| Er sekundær behandling nødvendig | Trenger sekundær behandling (avgrading, oljeforurensning) | Direkte forming uten sliping | Direkte forming uten sliping |
| Kuttehastighet | Graveringsmaskin: dybde 0,3 mm, matehastighet på 1 m/min, trådskjæring 2000 mm²/t | 2,5m/min | 4,5m/min |
| Behandlingstid (12 mm aluminiumslegering, behandlingstid per meter) | Graveringsmaskin: 40min Trådklippemaskin: 2t | 24s | 13s |
| Behandlingskostnad (yuan / m) | Graveringsmaskin: 40 yuan (enhetspris: 60 yuan / time) Trådskjæremaskin: 20 yuan (enhetspris: 10 yuan / time) | 0,52 yuan | 0,34 yuan |
Tilfelle 3: skive med gjennomgående hull
Applikasjonsindustri: petroleum, naturgass, metallurgi.
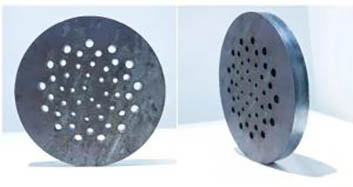
Den tradisjonelle prosesseringsteknologien må bruke form og kutter for å hjelpe til med behandlingen, noe som begrenser behandlingen av noen grafikk.Hvis de grafiske dataene endres, må formen lages på nytt.Formkostnaden er høy, modifikasjonstiden er lang, og den kan ikke formes på en gang.Laserbehandlingen har imidlertid høy fleksibilitet, kan behandle vilkårlig grafikk og kan til enhver tid endre produktdesignet i henhold til kundens behov, og behandlingskvaliteten er høy.Ved skjæring av små hull (som vist i følgende figur, for eksempel), kan minimumsdiameteren på plasmaskjæreåpningen bare være omtrent lik tykkelsen på platen, det vil si at 25 mm tykk stålplate kun kan behandles med en hulldiameter større enn eller lik 25 mm;mens minste hulldiameter behandlet av titusenvis av laserskjæring kan nå 20% av tykkelsen på den behandlede platen, det vil si at den 25 mm tykke stålplaten kan behandles med en hulldiameter på 5 mm, som kan kuttes ut i tykkelsen platemetall med forskjellig blenderåpning på en gang.
Prøve: 500 mm diameter skive, 25 mm tykkelse, karbonstål materiale, bearbeiding 4, 6, 8, 10 mm rett gjennom hull, 50 stykker;
| Behandlingsmetode | Tradisjonell foredling | 12KW laser | 20kW laser |
| Nødvendig utstyr | 300A plasmaskjæreutstyr, avgradingsmaskin, fresemaskin, boremaskin | Titusen tusen watt laserutstyr | Titusen tusen watt laserutstyr |
| Antall personell som kreves | 3 personer | 1 person | 1 person |
| Nødvendig bearbeidingsposisjon | 4 typer (bytt ut 4 typer borekroner) | 1 | 1 |
| Er sekundær behandling nødvendig | Andre sliping, etterbehandling | Direkte forming | Direkte forming |
| Kuttehastighet | 1,9 m/min | 1,1m/min | 1,5m/min |
| Behandlingstid | 56min6s (plasmaskjæring: 4min14s + sliping: 38S + fresing vertikal: 1min34s + boring: 16min40s + stasjonsoverføring og demontering: 33min) | 7min19s | 5min22s |
| Behandlingskostnad | 52,23 yuan (plasmaskjæreenhetspris: 1,42 yuan / m, ytre konturlengde: 1,57 m, enhetspris for hull: 1 yuan / stykke, 50 stykker) | 9,18 yuan (enhetspris: 1,14 yuan / m, konturlengde: 8,05 m) | 8,53 yuan (enhetspris: 1,06 yuan / m, konturlengde: 8,05 m) |
Kombinasjonen av kvantitet, høy hastighet, god kvalitet og lave kostnader er produktivitet.For produksjonsindustrien betyr avansert produktivitet høy effektivitet og lave kostnader basert på høy kvalitet.
Innleggstid: Mar-05-2021